
Výrobný sektor patrí medzi najdynamickejšie odvetvia. V súčasnosti existuje neúnavný tlak na zlepšenie celkovej presnosti a správnosti a procesy, ako je drôtové EDM obrábanie, ktoré prinášajú presnosť, sú pre toto odvetvie priam transformačné.
Čo je teda presne drôtové EDM a prečo sa považuje za prelomový prvok vo výrobnom sektore? Nasledujúci text sa pozrie na základy tejto sofistikovanej výrobnej techniky s aplikáciami v rôznych odvetviach.

Stručný úvod do drôtového EDM
Drôtové elektroerozívne obrábanie (EDM) bolo priekopníkom v 40. rokoch 20. storočia vďaka dvom sovietskym vedcom, ktorí ako prví erodovali kov elektrickým výbojom. Táto technológia zaznamenala významný pokrok v 60. a 80. rokoch a stala sa komerčne rozšírenejšou vo výrobe. Koncom 90. rokov sa vďaka vylepšeniam IT a CNC stroje stali drôtovými EDM strojmi viac počítačovými, čo zvýšilo ich účinnosť a presnosť.
Dnes je drôtové EDM nevyhnutné v odvetviach ako letecký a kozmický priemysel, automobilový priemysel a medicína, ktoré sú známe tým, že vytvárajú zložité návrhy a komplexné tvary, ktoré sa tradičným metódam obrábania nepodarilo prekonať.
Proces drôtového EDM
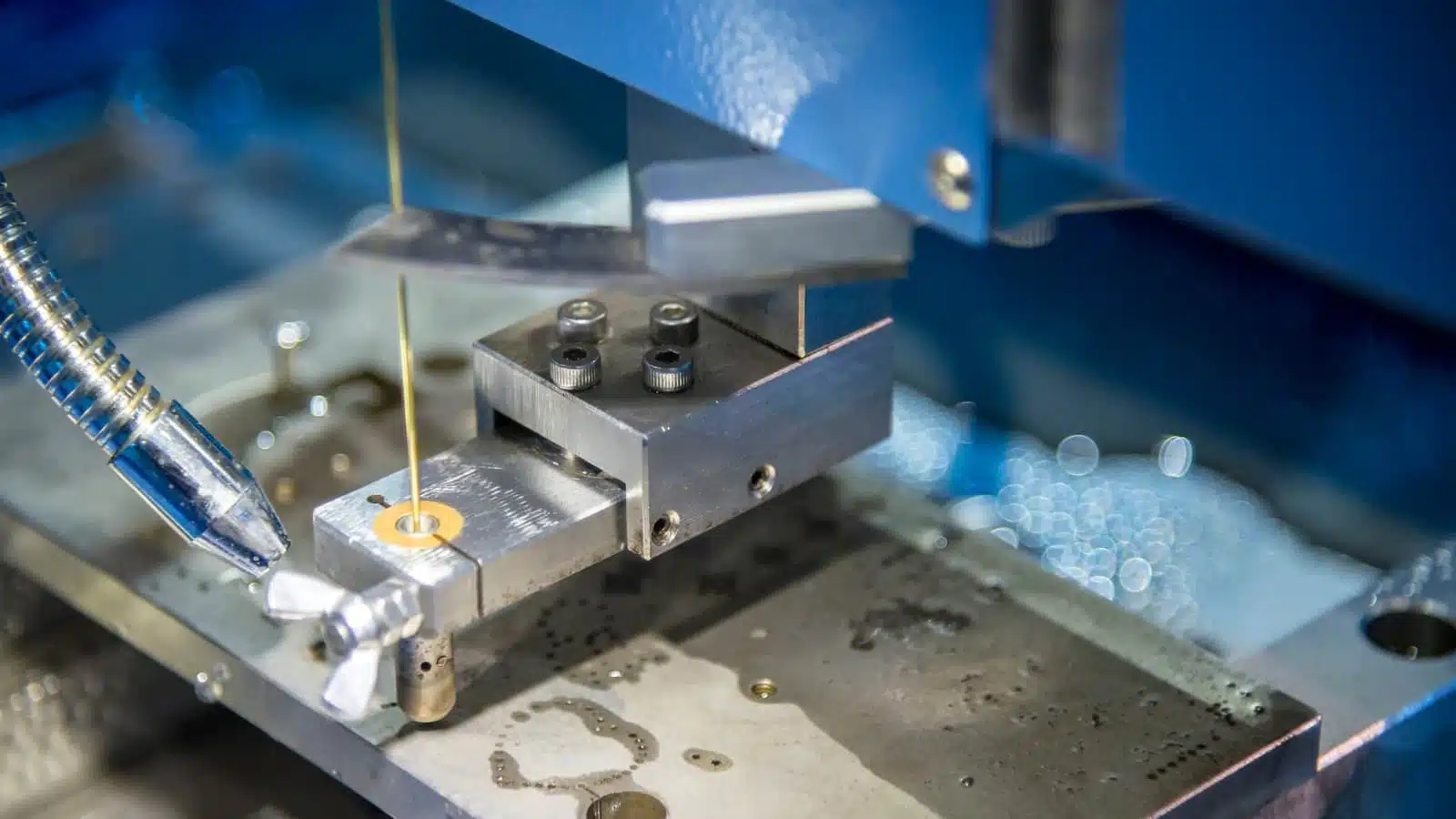
Drôtové elektroerozívne obrábanie (EDM) je presná metóda, ktorá využíva kontrolované elektrické iskry na roztavenie drobných častí obrobku. Drôtová elektróda, zvyčajne vyrobená z mosadze alebo pozinkovaných materiálov, vytvára túto iskru a pohybuje sa po vopred nastavenej dráhe. Jej výhoda? Pracuje bez fyzického kontaktu, čím zabraňuje akémukoľvek poškodeniu alebo stopám na obrobku aj nástroji.
Ako funguje elektronická tanečná hudba
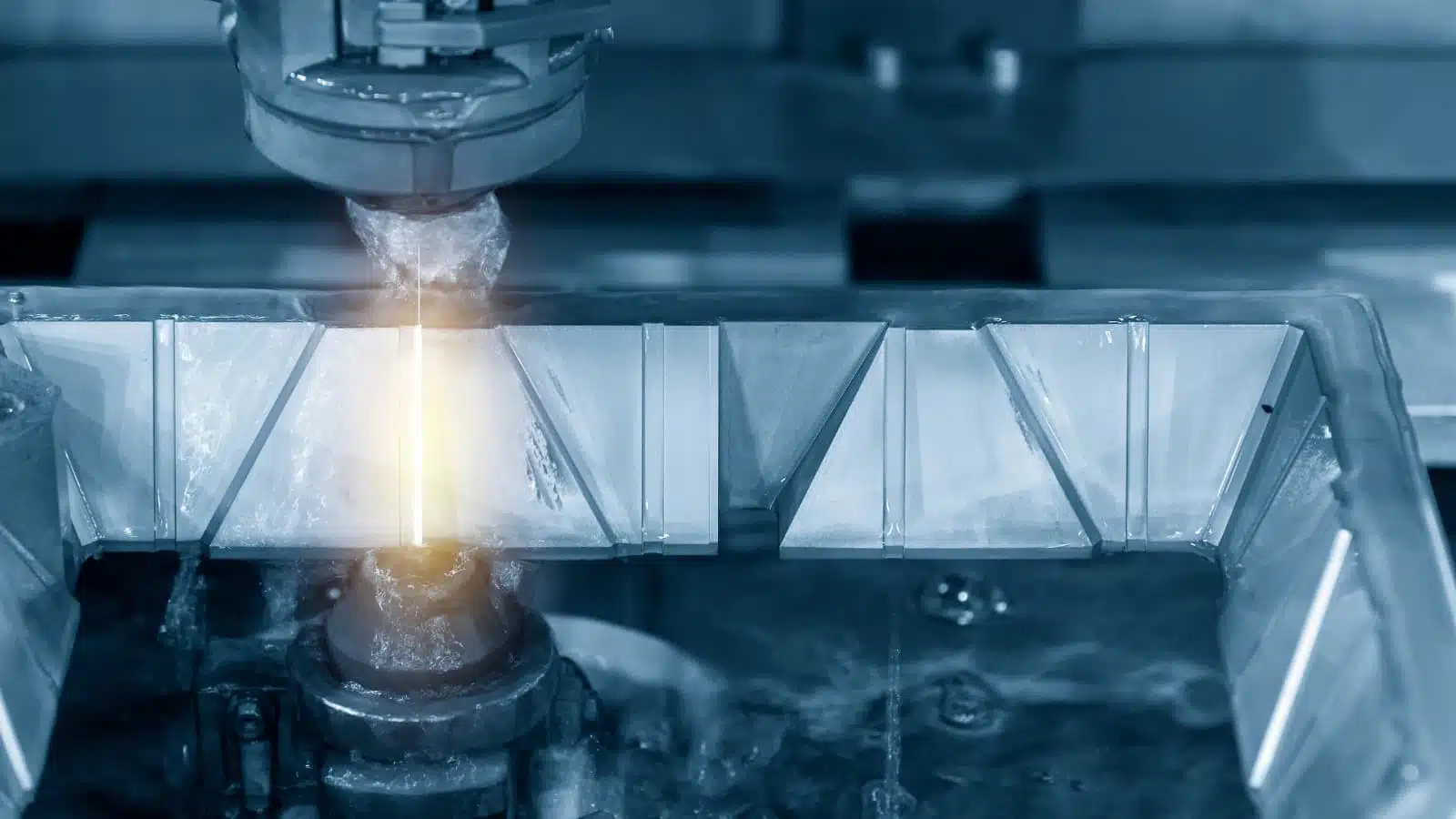
EDM je založené na tepelnej energii z elektrického výboja. Tento výboj zahrieva obrobok na bod topenia a vytvára drobné plazmové kanáliky. Tieto kanáliky, často mikrometrovej veľkosti, môžu rýchlo zmiznúť.
Proces EDM prebieha v dielektrickom médiu, zvyčajne v deionizovanej vode. Táto kvapalina chladí obrobok a odstraňuje odparený materiál, čo napomáha kontinuálnemu obrábaniu.
Význam drôtovej elektródy
Drôtová elektróda, ktorá pôsobí ako rezač aj vodič, je nevyhnutná. Potiahnutá materiálmi ako mosadz alebo zinok odoláva reakciám pri vysokých teplotách. Vďaka počítačovému riadeniu zaisťuje presné rezy s minimálnym skreslením a vysokou presnosťou.

Tolerancie pre drôtové EDM
Drôtové rezanie patrí medzi najpresnejšie výrobné procesy. Preto nie sú preň prísne tolerancie ničím výnimočným. Skutočná tolerancia závisí od niekoľkých faktorov vrátane zložitosti projektu, obrábacích schopností a zručností operátora.
Štandardné a prijateľné tolerancie sú však priemyselným štandardom, ktorý mnohí výrobcovia dodržiavajú.
Štandardná tolerancia a jemná tolerancia
Štandardná tolerancia
Lineárne tolerancie: Typicky sa pohybujú od ±0,005 do ±0,001 palca (0,127 až 0,0254 mm), čo udáva prípustnú odchýlku pre prvky, ako sú otvory, drážky alebo profily.
Tolerancie priemeru otvoru: Zvyčajne medzi ±0,0005 a ±0,001 palca (0,0127 až 0,0254 mm), čo zabezpečuje, že obrobené otvory zostanú v rámci definovaného priemeru.
Jemná tolerancia
Lineárne tolerancie: Dosahuje presnosť na úrovni mikrónov, typicky v rozsahu od ±0,0002 do ±0,0001 palca (0,0051 až 0,00254 mm), čo je nevyhnutné pre aplikácie vyžadujúce maximálnu presnosť.
Tolerancie priemeru otvoru: Rozsah od ±0,0001 do ±0,00005 palca (0,00254 až 0,00127 mm), čo zdôrazňuje výnimočnú presnosť drôtového EDM.
Faktory ovplyvňujúce tolerancie pri drôtovom EDM
Drôtové EDM obrábanie je známe svojou presnosťou na úrovni mikrónov, vďaka čomu je ideálne pre zložité aplikácie. Jeho presnosť však nie je fixná a závisí od niekoľkých faktorov:
• Stabilita stroja: Stabilný stroj zaisťuje lepšiu presnosť pri rezaní.
• Kvalita a priemer drôtu: Jeho čistota, priemer a elektrické vlastnosti ovplyvňujú proces obrábania. Optimálne výsledky vyžadujú rovnováhu medzi kvalitou a priemerom drôtu.
• Materiál obrobku: Zatiaľ čo niektoré materiály sú pre stroje dostupnejšie, výber materiálu musí byť v súlade s potrebami aplikácie.
• Podmienky preplachovania: Prietok dielektrického média ovplyvňuje kvalitu obrábacieho procesu, pomáha pri odoberaní materiálu, konzistentných elektrických výbojoch a efektívnom odvode tepla.
• Kalibrácia a údržba stroja: Schopnosti stroja sú kľúčové. Na dosiahnutie najlepších tolerancií sú nevyhnutné špičkové stroje so skúsenými operátormi.
• Tepelná stabilita: Na udržanie známej presnosti drôtového EDM sú kľúčové kontrolované elektrické oblúky. Tepelná nestabilita môže ohroziť presnosť, čo zdôrazňuje dôležitosť konzistentných podmienok.
Najvhodnejšie materiály na rezanie drôtom
Železné kovy

Nerezová oceľ
Kombinuje odolnosť s vynikajúcou elektrickou vodivosťou. Jeho schopnosť odolávať korózii z neho robí vyhľadávaný materiál v rôznych odvetviach. V kontexte obrábania vyniká jeho kompatibilita s presnými a detailnými návrhmi.
Nástrojová oceľ
Nástrojová oceľ, známa svojimi kalenými vlastnosťami, je chrbticou mnohých vysokovýkonných nástrojov a presných dielov. Jej inherentná húževnatosť v spojení s elektrickými vlastnosťami z nej robí hlavného kandidáta na prepracovanie detailov a dlhotrvajúcu ostrosť.
Uhlíková oceľ
Uhlíková oceľ, všestranný hráč v oblasti kovov, je síce menej obrobiteľná ako jej náprotivky, ale dá sa dokonale prispôsobiť správnym výberom elektród a prevádzkových parametrov. Jej cenová dostupnosť v kombinácii s jej výkonom z nej robí základnú zložku v mnohých odvetviach.
Legovaná oceľ
Legovaná oceľ je zmesou prvkov a jej vlastnosti sú mozaikou jej zložiek. V závislosti od jej jedinečnej zmesi môže ponúknuť pevnosť, odolnosť a obrobiteľnosť, vďaka čomu je dynamickou voľbou pre rôzne aplikácie.
Neželezné kovy
Titán
Titán, často označovaný ako „kov vesmírneho veku“, predstavuje vďaka svojej robustnosti a vysokému bodu topenia výzvy pri konvenčnom obrábaní. Pri dlátaní presnými nástrojmi však odhaľuje zložité aj odolné vzory, vďaka čomu je obľúbeným materiálom v leteckom a lekárskom priemysle.
Hliník
Hliník, miláčik ľahkých kovov, je oslavovaný pre svoju vynikajúcu elektrickú vodivosť a tvárnosť. Nielenže ponúka ľahké obrábanie, ale sľubuje aj pevnosť bez zaťaženia hmotnosťou, vďaka čomu je kľúčový v rôznych odvetviach od dopravy až po balenie.
Meď
Meď, vodič par excellence, je srdcom mnohých elektrických a elektronických zázrakov. Jej prirodzený červenooranžový odtieň v kombinácii so schopnosťou tvarovať ju do detailných súčiastok robí nevyhnutnou vo všetkom od elektroniky až po dekoratívne umenie.
Mosadz a bronz
Tieto zliatiny, žiarivé vo svojich zlatých tónoch, nie sú len o estetike. Ich chvályhodné elektrické vlastnosti z nich robia obľúbené materiály pre súčiastky, kde sa presnosť stretáva s krásou, ako napríklad v zdobených šperkoch alebo precízne vyrobených elektronických súčiastkach.
Kľúčové aplikácie drôtového EDM v modernom inžinierstve
Drôtové EDM obrábanie získava na popularite vďaka svojej všestrannosti pri spracovaní rôznych materiálov a schopnosti dosahovať presné detaily a prísne tolerancie, vďaka čomu je kľúčové v modernej výrobe. Tu sú tri hlavné aplikácie:
Výroba presných dielov
Bežná voľba na výrobu vysoko presných dielov s prísnymi toleranciami. Vyniká pri výrobe zložitých tvarov, jemných detailov a malých prvkov v rôznych materiáloch.
Odvetvia ako letecký a kozmický priemysel, medicína, automobilový priemysel a elektronika sa spoliehajú na drôtové EDM pri výrobe kritických komponentov, ako sú ozubené kolesá, trysky, konektory a zložité formy.
Výroba nástrojov a matríc
Drôtová EDM je kľúčová pri kovaní foriem, matríc a špecializovaných nástrojov, ktoré zahŕňajú procesy od vstrekovania plastov až po lisovanie. Schopnosť metódy dodržiavať presné rozmery a rezať ostré uhly zaisťuje prvotriednu kvalitu a jednotnosť vo veľkovýrobe.
Vývoj prototypov
Pre rýchle a presné prototypovanie inžinieri a inovátori inklinujú k drôtovému EDM. To urýchľuje overovanie návrhu a dôkladné testovacie fázy.
Prototypy vyrobené pomocou drôtového EDM presne odrážajú konečný produkt, čím posilňujú jeho význam v cykle vývoja produktu.
Vzhľadom na silné stránky v týchto kľúčových oblastiach sa presné a spoľahlivé schopnosti drôtového EDM vo veľkej miere využívajú v mnohých odvetviach.
• Výroba zdravotníckych pomôcok
• Elektronika a mikrokomponenty
•Letectvo a letectvo
• Šperky a hodinárstvo
• Automobilový priemysel
• Energetický sektor
• Oprava foriem a matríc
Čas uverejnenia: 12. decembra 2023